
現代の生産環境における製造 Excellence は、一貫した結果を提供するとともに運用効率を維持するための高精度な接合技術を要求します。 低速ラジアルリベッティング は、自動化された組立ラインにおける基幹技術として登場し、多様な産業用途にわたる締結作業に対して比類ない制御性を提供しています。この高度な接合方法は、部品間で優れた機械的結合を生み出すために制御された回転力を導入することで、従来のリベット接合プロセスを変革します。
低速ラジアルリベティングシステムの導入には、生産ラインの構成、工具仕様、品質管理パラメーターを慎重に検討する必要があります。従来の高速リベティング工程とは異なり、本手法は速度よりも精度を重視しており、製造業者が優れた接合品質を達成するとともに、材料への応力および部品の変形を低減することを可能にします。これらのシステムを戦略的に統合することで、生産の信頼性が大幅に向上し、下流工程における品質問題も削減できます。
低速ラジアルリベティング技術の理解
基本的な動作原理
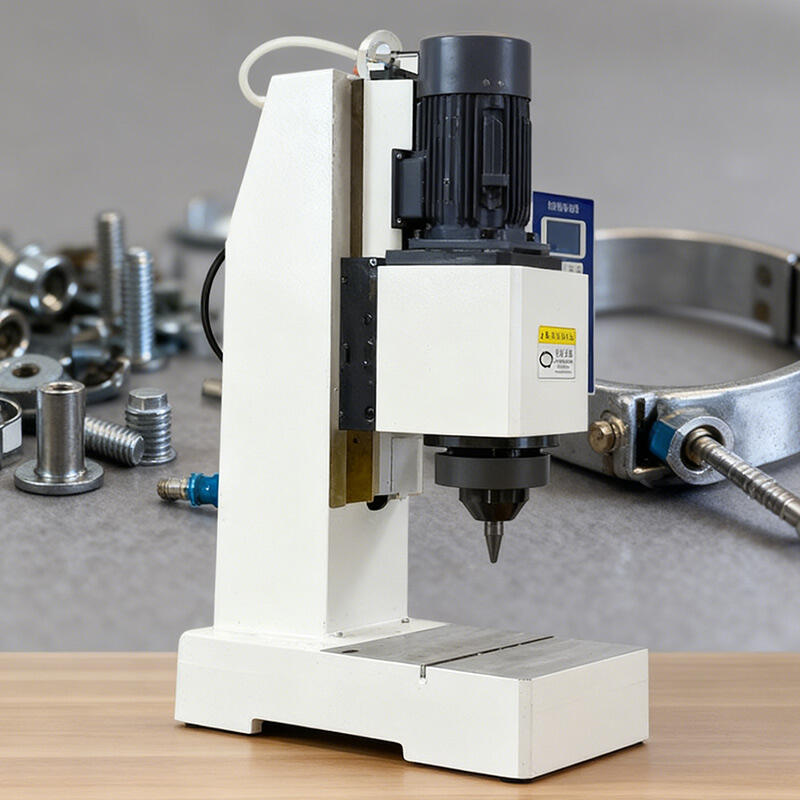
低速ラジアルリベティングは、制御された回転運動と軸方向圧力を組み合わせることで、永久的な機械的接合を形成します。この工程では、部品の健全性を保ちながら確実な接合を実現するために、材料を段階的に塑性変形させます。本手法は、衝撃力を発生させるインパクトリベティングとは大きく異なり、繊細なアセンブリや高精度部品の信頼性を損なう可能性のあるショック荷重を排除します。
この技術では、所定の速度で回転する専用工具を一定の下向き圧力で押し付ける手法が採用されています。この二重作用方式により、リベット成形時の材料の均一な流動が確保され、予測可能な継手特性および優れた疲労強度が実現されます。また、プロセスパラメータは精密に制御可能であり、さまざまな材質の組み合わせや板厚仕様に対応できます。
伝統 的 な 方法 に 比べ て の 重要な 利点
産業製造における導入 低速ラジアルリベッティング 継手品質および生産の一貫性において、定量的に評価可能な向上を実現します。プロセスの制御性により、部品の変形が最小限に抑えられるとともに、材料の有効利用効率が最大化されます。これらの利点は、直接的に不良品発生率の低減および過酷な使用条件における製品信頼性の向上へとつながります。
エネルギー消費プロファイルは、従来のリベット接合方法と比較して、顕著な優位性を示します。段階的な成形プロセスは、瞬間的な電力消費を抑えながらも優れた成形結果を実現するため、現代の製造施設にとって環境配慮型の選択肢となります。さらに、騒音レベルの低減は、作業環境の向上および規制への適合にも寄与します。
生産ライン統合戦略
機器の選定と配置
低速ラジアルリベッティングの成功した導入は、既存の生産フロー内における戦略的な機器配置から始まります。空気圧式システムは優れた制御性を備えており、さまざまな部品形状に対応するために精密な位置決めが可能です。最適な配置を決定する際には、必要なクリアランス、保守作業の容易さ、および既存のコンベアシステムとの統合性を考慮してください。
要求される力は、材料仕様および接合部の構成によって大きく異なります。適切な設備サイズ設定により、一貫した性能を確保しつつ、資本コストを増加させる過剰仕様を回避できます。モジュラー式システム設計は、将来的な拡張に対応する柔軟性を提供し、製造業者が生産需要の変化に応じて効率的に操業規模を拡大することを可能にします。
自動化統合要件
最新の低速ラジアルリベティングシステムは、プログラマブル・ロジック・コントローラ(PLC)および製造実行システム(MES)とシームレスに統合されます。この接続性により、リアルタイムでの工程監視、品質データの収集、および予知保全のスケジューリングが可能になります。センサー統合により、加圧力、回転速度、およびサイクル完了状態といった重要なパラメーターについて継続的なフィードバックが得られます。
通信プロトコルは、既存の工場自動化標準に準拠する必要があり、互換性を確保するとともに統合の複雑さを最小限に抑える必要があります。標準化されたインターフェースにより、リベット接合システムと上流の品質管理プラットフォーム間でのデータ交換が容易になります。このような統合機能は、Industry 4.0(第4次産業革命)の取り組みを支援し、包括的な生産トレーサビリティを実現します。
プロセスパラメータの最適化
速度および力制御
最適な低速ラジアルリベティング性能を実現するには、回転速度および印加力パラメーターの精密なキャリブレーションが必要です。材料特性、部品の厚さ、および継手設計仕様が、これらの重要な設定に影響を与えます。体系的な試験プロトコルにより、基準となるパラメーターを確立し、その後の生産経験および品質フィードバックを通じてさらに最適化することが可能です。
フォースモニタリングシステムは、生産工程中に自動調整を可能にするリアルタイムのフィードバックを提供します。この機能により、材料特性が許容範囲内で変動しても、継手形成の一貫性が確保されます。高度なシステムでは、品質結果および生産効率指標に基づいてパラメーターを継続的に最適化する学習アルゴリズムが採用されています。
品質管理の統合
堅牢な品質管理措置を導入することで、低速径向リベティング作業においても、生産工程全体を通じて所定の基準が維持されます。工程内モニタリングシステムは、重要なパラメーターを追跡し、逸脱が発生した際にアラートを発行します。この能動的なアプローチにより、不良品が 製品 後工程へと進むことを防止します。
統計的工程管理(SPC)手法は、工程能力および工程の安定性に関する貴重な洞察を提供します。定期的なサンプリング手順と寸法検査を組み合わせることで、接合部の健全性および設計仕様への適合性を確認します。文書管理システムは、トレーサビリティ要件および継続的改善活動を支援するための包括的な記録を維持します。
材料の互換性と応用
適切な材料組み合わせ
低速ラジアルリベティングは、アルミニウム合金、各種鋼材、複合材料など、多様な材料組み合わせに対して卓越した汎用性を示します。制御された塑性変形プロセスにより、硬度が異なる材料にも対応しつつ、接合部の健全性を維持します。ラジアル成形条件下における材料の挙動を理解することで、最適な工程パラメータを選定することが可能になります。
異種材料接合技術は、軽量構造や特殊な性能特性を要する産業における応用機会を拡大します。段階的な成形プロセスにより、接合界面での材料混合が抑制されるため、電気化学腐食(ギャルバニック・コロージョン)のリスクが低減されます。この利点は、長期的な耐久性が極めて重要な航空宇宙および自動車分野において特に価値があります。
産業アプリケーション
自動車製造では、構造部品、内装部品、電子機器ハウジングなどに対して、低速ラジアルリベティングが広く採用されています。このプロセスは、外観の一貫性および寸法精度が求められる用途に優れています。他の接合方法と比較して、サイクルタイムの短縮および品質の一貫性向上が実現されるため、大量生産においてもメリットがあります。
電子機器製造では、部品の組立および筐体の製造に、低速ラジアルリベティングの高精度な能力を活用しています。制御されたプロセスにより、感度の高い部品への損傷が防止されるとともに、信頼性の高い機械的接合が実現されます。特に熱に弱い用途においては、室温での接合プロセスにより熱応力の懸念が解消されるため、大きなメリットがあります。
実装のベストプラクティス
トレーニングとスキル開発
低速ラジアルリベティングを成功裏に導入するには、理論的原理と実践的応用の両方をカバーする包括的なオペレーター教育プログラムが必要です。プロセスの基本原理を理解することで、オペレーターは潜在的な問題を早期に特定し、適切な調整を行うことが可能になります。実際の生産部品を用いた実践訓練により、現場における自信と実務遂行能力が養われます。
保守担当者は、空気圧システムに関する専門知識、工具の要件、およびトラブルシューティング手順を有している必要があります。定期的な研修の更新により、チームが技術の進歩およびベストプラクティスの最新動向を常に把握できるようになります。また、クロストレーニング(他職種訓練)の取り組みは、運用上の柔軟性を高め、個人の専門知識への依存度を低減します。
メンテナンスとトラブルシューティング
予防保全プロトコルを実施することで、低速ラジアルリベティングシステムの信頼性が最大化され、装置の使用寿命が延長されます。定期的な点検スケジュールにより、生産に影響を及ぼす前に摩耗パターンや潜在的な故障箇所を特定できます。潤滑要件、シール交換、および工具の状態評価は、効果的な保全プログラムの基盤を構成します。
トラブルシューティング手順では、継手形成の不均一性、工具の過度な摩耗、パラメータのドリフトなど、一般的な問題に対処する必要があります。体系的な診断アプローチにより、根本原因を迅速に特定し、効率的に是正措置を実施できます。再発する問題の記録は、継続的改善活動および機器改造に関する意思決定を支援します。
費用と利益の分析
初期投資の検討事項
低速ラジアルリベティングシステムへの資本投資要件は、必要とする締付け力、自動化レベル、および統合の複雑さに応じて異なります。空気圧式システムは、サーボ電動式システムと比較して初期導入コストが通常低く、ほとんどの用途において十分な性能を提供します。所有総コスト(TCO)の算出には、設置費用、教育訓練費用、および継続的な保守費用を含める必要があります。
投資収益率(ROI)の算出には、低速ラジアルリベティングの導入によって得られる直接的なコスト削減に加え、品質向上も考慮する必要があります。不良品発生率の低下、サイクルタイムの短縮、製品信頼性の向上は、総合的な収益性向上に寄与します。長期的なメリットは、多くの場合、妥当な回収期間内に初期投資費用を正当化します。
運営コストのメリット
低速ラジアルリベティングのエネルギー効率の高さは、設備の寿命にわたる運用コストの削減につながります。成形サイクル中の消費電力の低減および加熱工程の不要化は、持続可能な製造活動を支援します。工具寿命の延長による消耗品コストの削減も、経済的メリットをさらに高めます。
低速ラジアルリベティングの導入による品質向上は、保証コストおよび顧客クレームの削減につながります。継手形成の一貫性により、現場での故障および関連するサービス費用が解消されます。こうした無形のメリットは、競争の激しい市場環境において、直接的なコスト削減以上に大きな価値をもたらすことがしばしばあります。
よくある質問
低速ラジアルリベティング作業には通常どの程度の力(荷重)が必要ですか?
低速ラジアルリベティングにおける力(荷重)要件は、リベットの直径、材料特性、および継手構成によって大きく異なります。具体的な要件に応じて、一般的な適用範囲は2kNから15kNまでです。アルミニウム材への適用では、鋼材やステンレス鋼材と比較して、通常より低い力(荷重)で十分です。適切な力(荷重)を選定することで、継手の完全な形成を確保しつつ、部品の損傷や工具の過度な摩耗を回避できます。
サイクルタイムの観点から見た場合、低速ラジアルリベティングとオービタルリベティングとの比較はどのようになりますか?
低速ラジアルリベティングは、往復運動ではなく連続回転運動を用いるため、通常、軌道式リベティング法よりも短いサイクルタイムを実現します。サイクルタイムは、リベットのサイズおよび材質の組み合わせに応じて、一般的に2~8秒の範囲です。連続運動方式により、振動および騒音レベルが低減されるとともに、量産工程全体において一貫した接合品質が維持されます。
低速ラジアルリベティング装置の推奨保守間隔はどのくらいですか?
低速ラジアルリベティングシステムの予防保守スケジュールには、通常、毎日の潤滑点検、毎週の工具点検、および毎月のシステム較正確認が含まれます。空気圧部品については、四半期ごとのシール点検および年1回のオーバーホール作業が必要です。高ボリューム用途では、最適な性能を確保し、予期せぬダウンタイムを防止するために、より頻繁な保守作業が必要となる場合があります。
低速ラジアルリベティングシステムは、工具交換なしで複数のリベットサイズに対応できますか?
ほとんどの低速ラジアルリベティングシステムでは、大きさが著しく異なるリベット間で切り替える際に、工具の交換が必要です。ただし、一部のシステムでは、可変式工具構成を用いることで、限定的なサイズ範囲に対応しています。クイックチェンジ工具システムは、設備切替え時間を最小限に抑え、多品種生産を効率的に実現します。自動化システムを導入すれば、工具の迅速な交換およびパラメーター調整が可能となり、運用上の柔軟性が向上します。