
Высочайшее качество производства в современных производственных условиях требует точных методов соединения, обеспечивающих стабильные результаты при одновременном сохранении эксплуатационной эффективности. Низкоскоростная радиальная клепка стал ключевой технологией для автоматизированных сборочных линий, обеспечивая беспрецедентный контроль над операциями крепления в самых разных промышленных областях. Этот передовой метод соединения трансформирует традиционные процессы клёпки за счёт введения контролируемых вращательных усилий, создающих высококачественные механические соединения между компонентами.
Внедрение систем радиального клёпки на низких скоростях требует тщательного учёта архитектуры производственной линии, технических характеристик оснастки и параметров контроля качества. В отличие от традиционных высокоскоростных процессов клёпки, данная методология ставит во главу угла точность, а не скорость, что позволяет производителям достигать исключительного качества соединений при одновременном снижении механических напряжений в материале и деформации компонентов. Стратегическая интеграция таких систем может существенно повысить надёжность производства и снизить количество проблем с качеством на последующих этапах.
Понимание технологии радиальной клёпки на пониженных скоростях
Основные принципы работы
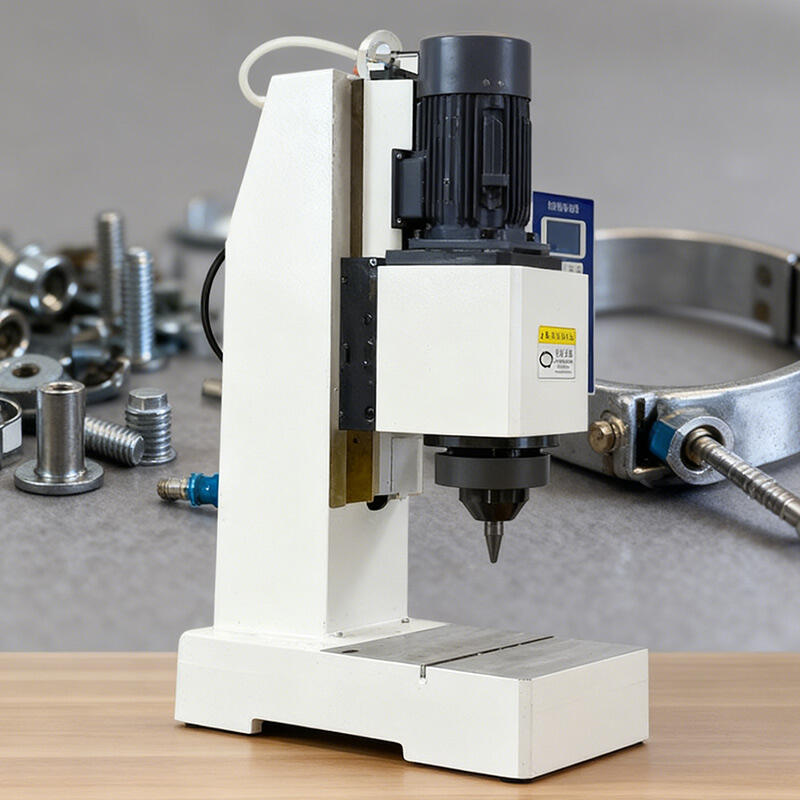
Радиальная клёпка на низких скоростях осуществляется за счёт контролируемого вращательного движения в сочетании с осевым давлением для формирования постоянных механических соединений. Процесс предполагает постепенную деформацию материала, что обеспечивает сохранность целостности компонентов при одновременном создании прочных соединений. Данная методология принципиально отличается от ударной клёпки, поскольку полностью исключает ударные нагрузки, способные повредить чувствительные сборки или прецизионные компоненты.
Технология использует специализированный инструмент, вращающийся с заранее заданной скоростью и одновременно оказывающий постоянное направленное вниз давление. Такой двухкомпонентный подход обеспечивает равномерный поток материала при формировании заклёпки, что приводит к предсказуемым характеристикам соединения и повышению его усталостной прочности. Параметры процесса могут точно регулироваться для работы с различными комбинациями материалов и заданными толщинами.
Основные преимущества над традиционными методами
Внедрение низкоскоростная радиальная клепка обеспечивает измеримое улучшение качества соединений и стабильности производства. Контролируемый характер процесса минимизирует деформацию компонентов и одновременно максимизирует эффективность использования материала. Эти преимущества напрямую снижают процент брака и повышают надёжность продукции в условиях эксплуатации с высокими требованиями.
Профили энергопотребления демонстрируют значительные преимущества по сравнению с традиционными методами клёпки. Процесс постепенной формовки требует меньшей мгновенной мощности и при этом обеспечивает превосходные результаты, что делает его экологически ответственным выбором для современных производственных предприятий. Кроме того, снижение уровней шума способствует улучшению условий труда и соблюдению нормативных требований.
Стратегии интеграции производственных линий
Выбор и размещение оборудования
Успешная интеграция радиальной клёпки на низкой скорости начинается со стратегического размещения оборудования в существующих производственных потоках. Пневматические системы обеспечивают превосходную управляемость и могут быть точно установлены с учётом различных геометрических форм компонентов. При определении оптимального расположения следует учитывать требования к зазорам, удобство доступа для технического обслуживания, а также совместимость с существующими конвейерными системами.
Требуемые усилия значительно варьируются в зависимости от технических характеристик материалов и конфигураций соединений. Правильный подбор оборудования обеспечивает стабильную производительность и одновременно позволяет избежать избыточной спецификации, которая повышает капитальные затраты. Модульные конструкции систем обеспечивают гибкость для будущего расширения и позволяют производителям эффективно масштабировать операции по мере изменения объёмов производства.
Требования к интеграции автоматизации
Современные радиальные заклёпочные системы низкой скорости интегрируются в единую сеть с программируемыми логическими контроллерами (ПЛК) и системами управления производством (MES). Такая интеграция обеспечивает мониторинг технологического процесса в реальном времени, сбор данных о качестве и планирование профилактического обслуживания на основе прогнозов. Внедрение датчиков обеспечивает непрерывную обратную связь по ключевым параметрам, включая прикладываемое усилие, скорость вращения и статус завершения цикла.
Протоколы связи должны соответствовать существующим стандартам автоматизации производства, чтобы обеспечить совместимость и минимизировать сложность интеграции. Стандартизированные интерфейсы обеспечивают обмен данными между системами клёпки и вышестоящими платформами управления качеством. Такая возможность интеграции поддерживает инициативы «Индустрия 4.0» и обеспечивает полную прослеживаемость производственного процесса.
Оптимизация параметров процесса
Управление скоростью и силой
Оптимальная производительность радиальной клёпки на низких скоростях требует точной калибровки параметров угловой скорости вращения и прикладываемой силы. На эти критические настройки влияют свойства материала, толщина компонентов и требования к конструкции соединения. Системные протоколы испытаний позволяют определить базовые параметры, которые могут быть уточнены в ходе эксплуатации оборудования и с учётом обратной связи по качеству.
Системы контроля силы обеспечивают обратную связь в реальном времени, что позволяет выполнять автоматические корректировки в ходе производственных циклов. Эта функция гарантирует стабильное формирование соединений даже при колебаниях свойств материалов в пределах допустимых отклонений. Современные системы оснащены алгоритмами обучения, которые непрерывно оптимизируют параметры на основе результатов контроля качества и показателей эффективности производства.
Интеграция контроля качества
Внедрение надёжных мер контроля качества обеспечивает соблюдение заданных стандартов при операциях радиального заклёпывания на низких скоростях на протяжении всего производственного цикла. Системы контроля в процессе производства отслеживают критические параметры и генерируют оповещения при выявлении отклонений. Такой проактивный подход предотвращает продвижение бракованных продукция изделий на последующие этапы производства.
Методы статистического управления процессами предоставляют ценные сведения о способности и стабильности процесса. Регулярные протоколы отбора проб в сочетании с измерительным контролем размеров подтверждают целостность соединений и соответствие техническим требованиям. Системы документирования обеспечивают ведение полных записей, что поддерживает требования прослеживаемости и инициативы по непрерывному совершенствованию.
Совместимость материалов и применение
Подходящие комбинации материалов
Радиальное клёпание на низких скоростях демонстрирует исключительную универсальность при работе с различными комбинациями материалов, включая алюминиевые сплавы, марки стали и композитные материалы. Контролируемый процесс деформации допускает обработку материалов с разной твёрдостью при сохранении целостности соединения. Понимание поведения материалов в условиях радиального формообразования позволяет оптимально подбирать параметры процесса.
Возможности соединения разнородных материалов расширяют сферы применения в отраслях, где требуются облегчённые конструкции или специализированные эксплуатационные характеристики. Процесс постепенной формовки минимизирует риски гальванической коррозии за счёт снижения смешивания материалов на границах соединения. Это преимущество особенно ценно в аэрокосмической и автомобильной промышленности, где критически важна долговечность в течение длительного срока службы.
Приложения в промышленности
В автомобильном производстве широко применяется радиальное клёпание на низких скоростях для изготовления несущих компонентов, внутренних сборок и корпусов электронных устройств. Данный процесс особенно эффективен в задачах, требующих стабильного внешнего вида и точности размеров. Высокие объёмы производства выигрывают от сокращения циклов обработки и повышения стабильности качества по сравнению с альтернативными методами соединения.
В электронном производстве используется высокоточная технология радиальной заклёпки на малых скоростях для сборки компонентов и изготовления корпусов. Контролируемый процесс предотвращает повреждение чувствительных компонентов, обеспечивая при этом надёжные механические соединения. Особую пользу от процесса соединения при комнатной температуре, исключающего термические напряжения, получают применения, чувствительные к нагреву.
Лучшие практики внедрения
Обучение и развитие навыков
Успешное внедрение радиальной заклёпки на малых скоростях требует комплексных программ подготовки операторов, охватывающих как теоретические основы, так и практическое применение. Понимание базовых принципов процесса позволяет операторам выявлять потенциальные проблемы и вносить соответствующие корректировки. Практическое обучение с использованием реальных производственных компонентов способствует формированию уверенности и профессиональной компетентности в условиях реального производства.
Персонал, отвечающий за техническое обслуживание, должен обладать специализированными знаниями в области пневматических систем, требований к инструментам и процедур диагностики неисправностей. Регулярное повышение квалификации обеспечивает актуальность знаний команды в части технологических новшеств и передовых методов работы. Инициативы по взаимозаменяемому обучению повышают операционную гибкость и снижают зависимость от компетенций отдельных специалистов.
Обслуживание и устранение неполадок
Профилактические мероприятия по техническому обслуживанию обеспечивают максимальную надёжность системы радиального клёпки на низких скоростях и продлевают срок службы оборудования. Регулярные графики осмотров позволяют выявлять износ и потенциальные точки отказа до того, как они повлияют на производство. Требования к смазке, замена уплотнений и оценка состояния инструмента составляют основу эффективных программ технического обслуживания.
Процедуры устранения неисправностей должны охватывать типовые проблемы, включая непостоянное формирование соединений, чрезмерный износ инструмента и дрейф параметров. Системные диагностические подходы позволяют эффективно выявлять коренные причины и принимать корректирующие меры. Документирование повторяющихся проблем способствует усилиям по непрерывному совершенствованию и принятию решений об модификации оборудования.
Анализ затрат и выгод
Рассмотрение вопросов первоначальных инвестиций
Требования к капитальным инвестициям для систем радиального заклёпывания на низких скоростях варьируются в зависимости от требуемых усилий, уровня автоматизации и сложности интеграции. Пневматические системы, как правило, характеризуются более низкой первоначальной стоимостью по сравнению с сервоэлектрическими аналогами, при этом обеспечивая достаточную производительность для большинства применений. При расчёте совокупной стоимости владения следует учитывать расходы на установку, обучение персонала и текущее техническое обслуживание.
Расчет рентабельности инвестиций должен учитывать как прямую экономию затрат, так и улучшение качества, достигаемое за счет внедрения радиальной клёпки на низких скоростях. Снижение доли брака, сокращение циклов производства и повышение надёжности изделий способствуют общей рентабельности. Долгосрочные преимущества зачастую оправдывают первоначальные капитальные затраты в разумные сроки окупаемости.
Преимущества эксплуатационных расходов
Преимущества низкоскоростной радиальной клёпки в плане энергоэффективности приводят к снижению эксплуатационных затрат в течение всего срока службы оборудования. Более низкое энергопотребление в циклах формовки и отсутствие необходимости в нагреве способствуют устойчивым производственным практикам. Снижение расходов на расходные материалы благодаря увеличению срока службы инструмента дополнительно усиливает экономические выгоды.
Улучшения качества, достигаемые за счёт применения радиальной заклёпки на низкой скорости, снижают затраты на гарантийное обслуживание и количество жалоб со стороны клиентов. Стабильное формирование соединений исключает отказы в эксплуатации и связанные с ними расходы на сервисное обслуживание. Эти нематериальные преимущества зачастую обеспечивают бо́льшую ценность, чем прямая экономия затрат, особенно в условиях конкурентной рыночной среды.
Часто задаваемые вопросы
Какие значения усилия обычно требуются для операций радиальной заклёпки на низкой скорости?
Требуемые усилия при радиальной заклёпке на низкой скорости значительно варьируются в зависимости от диаметра заклёпки, свойств материалов и конфигурации соединения. Типичные значения лежат в диапазоне от 2 кН до 15 кН — в зависимости от конкретных требований. Для алюминиевых деталей обычно требуются меньшие усилия по сравнению со стальными или нержавеющими сталями. Правильный выбор усилия обеспечивает полное формирование соединения без повреждения компонентов и чрезмерного износа инструмента.
Как соотносятся по времени цикла радиальная заклёпка на низкой скорости и орбитальная заклёпка?
Радиальное заклёпывание на низких скоростях, как правило, обеспечивает более короткое время цикла по сравнению с орбитальным заклёпыванием благодаря непрерывному вращательному движению вместо колебательных перемещений. Время цикла обычно составляет от 2 до 8 секунд в зависимости от размера заклёпки и комбинации материалов. Подход с непрерывным движением снижает уровень вибрации и шума, одновременно обеспечивая стабильное качество соединений в течение всего производственного цикла.
Какие интервалы технического обслуживания рекомендованы для оборудования радиального заклёпывания на низких скоростях?
Программы профилактического технического обслуживания систем радиального заклёпывания на низких скоростях, как правило, включают ежедневную проверку смазки, еженедельный осмотр инструмента и ежемесячную проверку калибровки системы. Пневматические компоненты требуют осмотра уплотнений один раз в квартал и проведения капитального ремонта один раз в год. В условиях высокопроизводительной эксплуатации может потребоваться более частое техническое обслуживание для обеспечения оптимальной производительности и предотвращения незапланированных простоев.
Могут ли системы радиального заклёпывания на низких скоростях обрабатывать несколько размеров заклёпок без замены оснастки?
Большинство низкоскоростных радиальных систем заклёпки требуют замены оснастки при переходе на значительно отличающиеся по размеру заклёпки. Однако некоторые системы допускают работу в пределах ограниченного диапазона размеров за счёт регулируемых конфигураций оснастки. Системы быстрой замены оснастки минимизируют время переналадки и обеспечивают эффективное производство изделий различного типа. Автоматизированные системы могут обеспечить быструю замену оснастки и корректировку параметров, повышая операционную гибкость.
Содержание
- Понимание технологии радиальной клёпки на пониженных скоростях
- Стратегии интеграции производственных линий
- Оптимизация параметров процесса
- Совместимость материалов и применение
- Лучшие практики внедрения
- Анализ затрат и выгод
-
Часто задаваемые вопросы
- Какие значения усилия обычно требуются для операций радиальной заклёпки на низкой скорости?
- Как соотносятся по времени цикла радиальная заклёпка на низкой скорости и орбитальная заклёпка?
- Какие интервалы технического обслуживания рекомендованы для оборудования радиального заклёпывания на низких скоростях?
- Могут ли системы радиального заклёпывания на низких скоростях обрабатывать несколько размеров заклёпок без замены оснастки?